
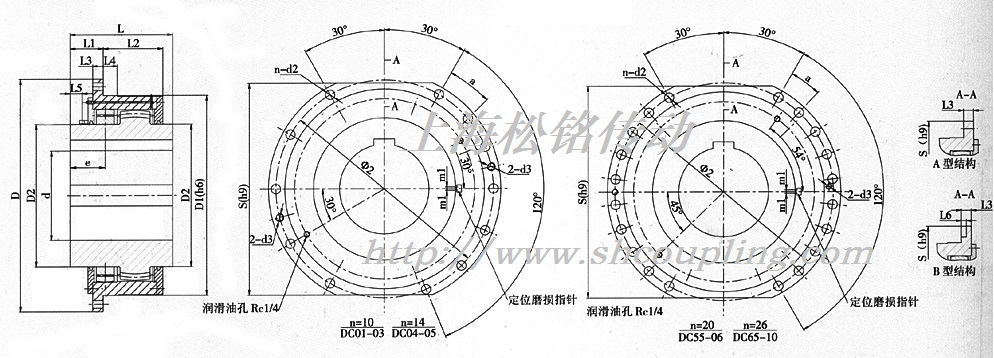
DC型套筒鼓形齿式联轴器
| 型号 | 许用转速 | 公称转矩 | 径向载荷 | 轴孔 | 外形尺寸 | 卷筒联结尺寸 | 磨损刻度 | 轴向间隙 | 载荷位置 | 转动惯量 | 质量 | |||||||||||||||
| 直径 | 长度 | |||||||||||||||||||||||||
| nmax | Tmax | Frmax | dmax(H7) | Lmin | D | D1(h6) | D2(h9) | L1 | L2 | L3 | L4 | L5 | L6 | S(h9) | Ф2 | n-d2 | 螺栓 | a | d3 | r | m1 | Xmax | e | I | m | |
| r/min | N.m | N | mm | mm | mm | mm | Kg.㎡ | Kg | ||||||||||||||||||
| DC01A DC01B |
200 | 16000 | 18000 | 110 | 185 | 400 | 280 | 180 | 80 | 85 | 15 20 |
25 | 26 | 11 | 360 | 360 | 10-18 | M16 | 30 | M16 | 2.5 | 1.0 | ±2.5 | 88 | 1.0 | 80 |
| DC02A DC02B |
200 | 22400 | 25000 | 125 | 200 | 420 | 310 | 212 | 80 | 95 | 15 20 |
25 | 26 | 11 | 380 | 380 | 10-18 | M16 | 30 | M16 | 2.5 | 1.0 | ±2.5 | 88 | 1.5 | 100 |
| DC03A DC03B |
200 | 31500 | 35500 | 150 | 225 | 450 | 340 | 230 | 80 | 105 | 20 | 25 | 34 | 11 | 400 | 400 | 10-22 | M20 | 30 | M20 | 2.5 | 1.0 | ±2.5 | 88 | 2.5 | 120 |
| DC35A DC35B |
200 | 45000 | 50000 | 160 | 235 | 510 | 400 | 250 | 95 | 115 | 20 25 |
30 | 34 | 15 | 460 | 460 | 10-22 | M20 | 30 | M20 | 2.5 | 1.4 | ±2.5 | 106 | 3.0 | 150 |
| DC04A DC04B |
200 | 63000 | 71000 | 200 | 250 | 550 | 420 | 280 | 95 | 130 | 20 25 |
30 | 34 | 15 | 500 | 500 | 14-22 | M20 | 20 | M20 | 2.5 | 1.4 | ±2.5 | 106 | 4.5 | 190 |
| DC05A DC05B |
200 | 90000 | 90000 | 220 | 265 | 580 | 450 | 215 | 95 | 145 | 20 25 |
30 | 34 | 15 | 530 | 530 | 14-22 | M20 | 20 | M20 | 2.5 | 1.4 | ±2.5 | 110 | 7.25 | 245 |
| DC55A DC55B |
200 | 125000 | 112000 | 240 | 290 | 620 | 500 | 345 | 101 | 160 | 25 30 |
35 | 35 | 19 | 560 | 560 | 20-22 | M20 | 13.3 | M20 | 2.5 | 1.8 | ±2.5 | 110 | 10.3 | 330 |
| DC06A DC06B |
200 | 160000 | 140000 | 260 | 300 | 650 | 530 | 375 | 101 | 170 | 25 30 |
35 | 35 | 19 | 580 | 600 | 20-22 | M20 | 13.3 | M20 | 2.5 | 1.8 | ±2.5 | 116 | 15.5 | 385 |
| DC65A DC65B |
200 | 190000 | 165000 | 270 | 300 | 665 | 545 | 387 | 101 | 175 | 25 30 |
35 | 35 | 19 | 590 | 615 | 26-22 | M20 | 10 | M20 | 4 | 1.8 | ±2.5 | 116 | 18.3 | 435 |
| DC07A DC07B |
200 | 224000 | 180000 | 280 | 310 | 680 | 560 | 400 | 101 | 180 | 25 30 |
35 | 35 | 19 | 600 | 630 | 26-22 | M20 | 10 | M20 | 4 | 1.8 | ±2.5 | 116 | 21.4 | 485 |
| DC08A DC08B |
200 | 315000 | 224000 | 300 | 345 | 720 | 600 | 437 | 111 | 185 | 35 | 43 | 35 | 21 | 640 | 660 | 26-26 | M24 | 10 | M24 | 4 | 2.2 | ±2.5 | 118 | 30.6 | 550 |
| DC09A DC09B |
200 | 450000 | 280000 | 340 | 380 | 780 | 670 | 487 | 111 | 200 | 35 | 43 | 35 | 21 | 700 | 730 | 26-26 | M24 | 10 | M24 | 4 | 2.2 | ±2.5 | 118 | 40.2 | 650 |
| DC10A DC10B |
200 | 560000 | 355000 | 380 | 420 | 850 | 730 | 545 | 111 | 215 | 35 | 43 | 35 | 21 | 760 | 800 | 26-26 | M24 | 10 | M24 | 4 | 2.2 | ±2.5 | 120 | 65.1 | 890 |
安装方法和注意事项
1、本联轴器安装前。应检查联接的配合,并清洗掉防锈油脂,去除毛刺,擦尽油污等。
2、安装时,先将外盖和密封圈套的半联轴器的减速器侧,然后将半联轴器加热后套装在减速器的输出轴上。注意,加热应在油浴中进行,油温不才超过130℃,且应缓慢均匀地加热,切不可加热过快,造成局部冷热不匀而变形。
3、当半联轴器冷却后,先按标记将外套装上,再将外盖、内盖和密封圈装上。
4、若联轴器较小,需采用整体加热套装时,联轴器在油浴中加热时间不得超过4小时,温度不得高与80℃,且应选用不会损害密封圈的导热油。
5、安装时,必须保证定位磨损指针的位置正确。装好后,指针两侧刻线与轴向定位刻痕平齐,指针前端刻线正对齿侧隙界限咔痕之间。
6、联轴器与卷筒的联接以及端盖紧固采用等级大于或等于8.8级的螺栓组。